


Våra precisionssvarvmöjligheter ger exceptionell noggrannhet: dimensionell precision (diametertolerans ±0,003–0,01 mm, längdtolerans ±0,005–0,02 mm, steghöjd ±0,01 mm, passformstolerans H5–H7); geometrisk och positionsnoggrannhet (rundhet 0,002–0,005 mm, cylindricitet 0,003–0,008 mm, koncentricitet 0,005–0,01 mm, vinkelräthet 0,008–0,02 mm, parallellitet 0,01–0,03 mm, lopp 0,01 mm); ytkvalitet (råhet Ra 0,2–1,6 μm; precisionssvarvbearbetning Ra 0,4 μm; ultraprecisionssvarvning Ra 0,1–0,2 μm); dimensionell konsistens (satsavvikelse ±0,005 mm, Cpk ≥ 1,67, stabil 6σ-kapacitet); och utrustningsprecision (spindelns rotationsnoggrannhet 0,001–0,002 mm, positioneringsnoggrannhet ±0,002 mm, repeterbarhet ±0,001 mm).
|
dimensionell noggrannhet |
OD |
ID |
T(C) |
DP |
R |
|
enhet:±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.002 |
|
Geometrisk noggrannhet |
rundhet |
koaxialitet |
rakhet |
cylindricitet |
profiltolerans |
|
enhet:±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
produktionskapacitet |
1~999999 st |
1~999999 st |
1~999999 st |
1~999999 st |
1~999999 st |
|
produktionscykel |
3-20 dagar |
3-20 dagar |
3-20 dagar |
3-20 dagar |
3-20 dagar |
Sanluo Precision använder avancerad utrustning för precisionssvarvning: högprecisionssvarvar (MAZAK/DMG MORI/OKUMA; 5 000 rpm spindelhastighet; C-axel/Y-axelinterpolation; ±0,003 mm precision); svarvar av schweizisk typ (CITIZEN/STAR/TSUGAMI; längd-diameterförhållande ≥50:1; 0,005 mm koncentricitet); 5-axliga svarvfräscenter (enkeluppsättningsbearbetning); hydrostatiska lager (0,001 mm rotationsnoggrannhet; vätskekyld konstant temperaturkompensation); importerade skärverktyg (Kyocera/Mitsubishi/Sandvik; PVD-beläggning); lasersonder (±0,001 mm inspektion under processen med automatisk kompensation); och CMMs (0,003 mm off-line inspektion).
Som en professionell tillverkare specialiserad på precisionssvarvningsbearbetning upprätthåller Sanluo Precision strikt processkontroll: CAM-programvara för precisionsprogrammering av verktygsbanor, parameteroptimering och simulering; exakt parameterkontroll (grovsvarvning med ap=1–3 mm för snabb avverkning; halvfärdig svarvning med ap=0,2–0,5 mm för att öka precisionen; avsluta svarvningen med ap=0,05–0,15 mm för att säkerställa måttnoggrannhet); konstant temperatur skärvätska (20°C) för att minimera termisk deformation; fulldimensionsinspektion av den första artikeln (satsproduktion börjar först efter verifiering av CMM/vitt ljusinterferometer); SPC (Statistical Process Control) som använder Xbar-R-diagram, realtids-CPK-beräkning, trendanalys och förebyggande justeringar; och övervakning av verktygets livslängd (automatiskt byte vid slitage och uppdateringar av kompensationsvärde). Vi tillhandahåller professionella, skräddarsydda precisionssvarvtjänster till globala kunder.
|
Parameterkategori |
Detaljer |
|
Modell |
Hardinge® T-serien SP® |
|
Kärnapplikation |
Ultraprecisionsbearbetning och hårdsvarvning |
|
Verktygskapacitet |
12 verktyg |
|
Spindelhastighet |
4 000 rpm, 5 000 rpm, 6 000 rpm |
|
Standardeffekt |
11 kW, 15 kW, 26 kW |
|
Övergripande dimensioner |
Längd: 2 489 mm, 3 257 mm Bredd: 2 121 mm, 2 312 mm Höjd: 2 089 mm, 2 123 mm |
|
Maskinens vikt |
5 940 kg, 7 800 kg |
|
Typisk användning |
precisionssvarvning av bearbetning av delar |
|
Parameterkategori |
Detaljer |
|
Modell |
136CNC svarvcenter med hög precision |
|
Stämpla |
Schaublin |
|
Kärnpositionering |
Kombinerar hög precision och effektivitet, kapabel till rigorösa precisionsbearbetningsuppgifter |
|
Temperaturkontrollsystem |
Helt maskintemperaturkontrollsystem håller alla komponenter i drift vid konstant temperatur för att förhindra termisk deformation |
|
Nyckelprecision |
Rundhet: 0,2 μm; Ytjämnhet: Ra 0,05 μm |
|
Tornsystem |
Utrustad med helt nytt Sauter-torn, positioneringsnoggrannhet för verktygsstolpen: ±1 μm |
|
C-axelns noggrannhet |
2 bågsekunder |
|
Bearbetningskapacitet |
Hård vridning upp till HRC65, titanlegeringsbearbetning |
|
Kärnfördelar |
Överlägsen bearbetningsnoggrannhet och utmärkt konsistens |
|
Typisk tillämpning |
Precisionsbearbetning av svarvdelar |




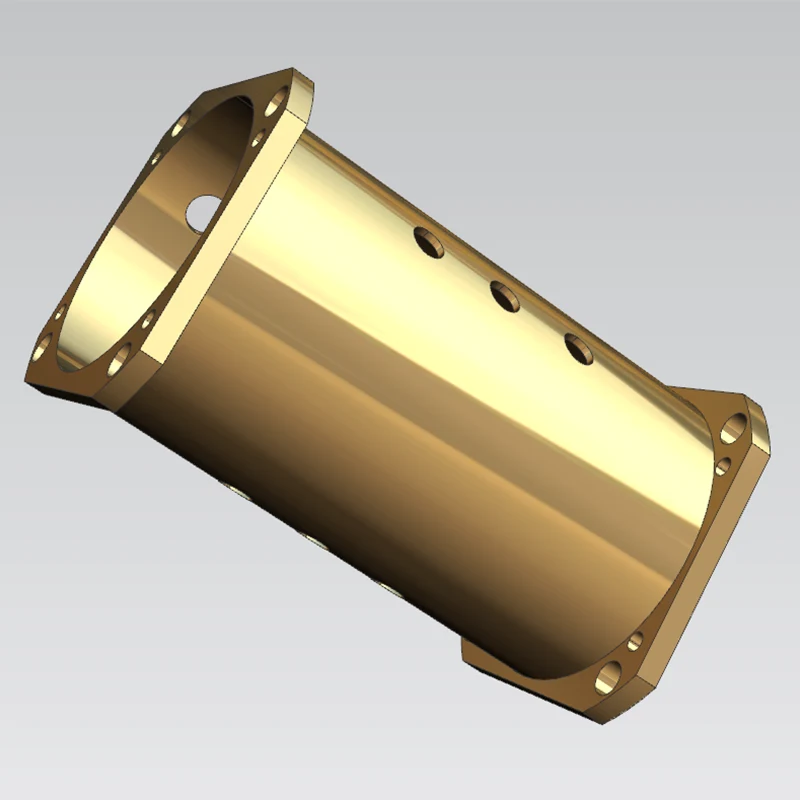
Arbetsstycke: Rotorfäste för 50-seriens industrimotorer
Material: TC4 titanlegering
Användning: En bärande och passande kärnkomponent i industrimotorer. Produkten måste uppfylla dubbla krav för strukturell lättvikt och hög hållfasthet under växlande belastningar, vilket kräver extremt strikt kontroll över geometriska och dimensionella toleranser.
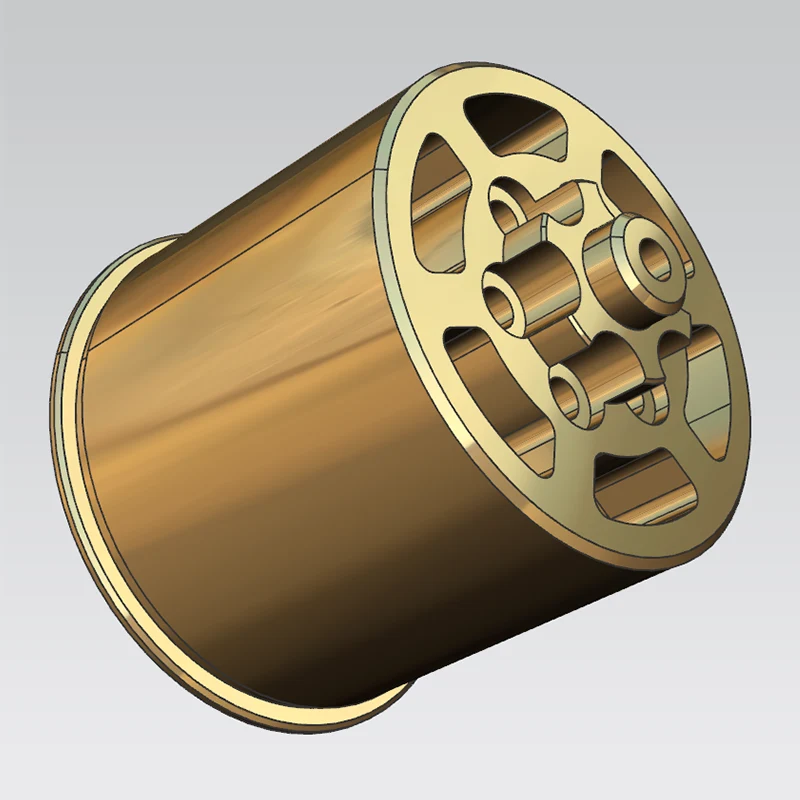
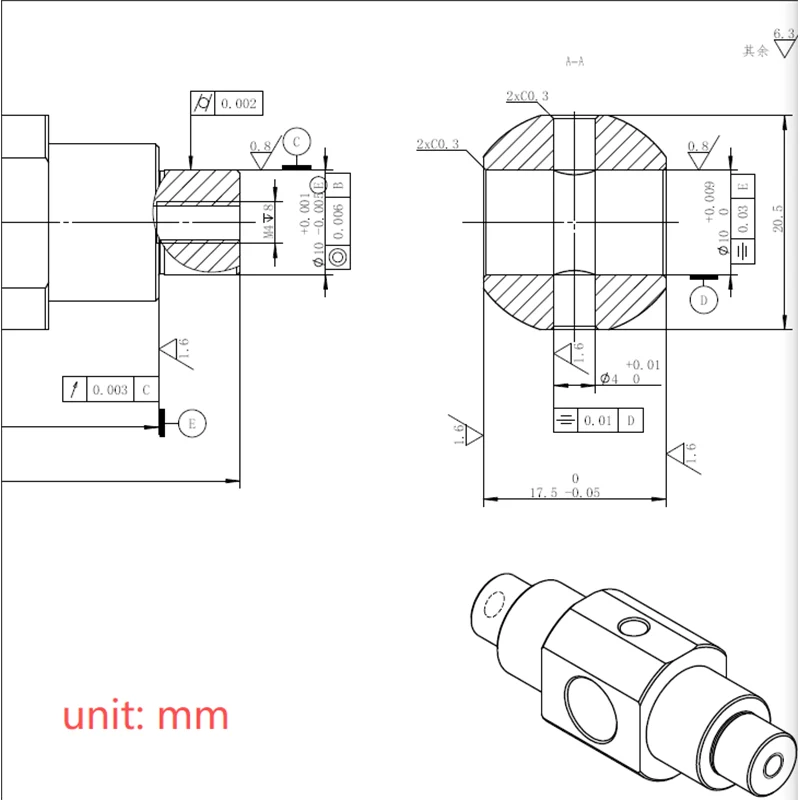
Ritningsspecifikationer: Koaxialiteten mellan det kritiska passande inre hålet och den yttre diametern måste vara ≤0,02 mm; alla ospecificerade geometriska toleranser måste överensstämma med GB/T 1184-h-standarden; strikt kontroll krävs också för ändytans utlopp och positionsnoggrannheten för den yttre profilen i förhållande till interna lokaliseringsslitsar.
Inneboende materialutmaningar: TC4 titanlegering har mycket låg värmeledningsförmåga och hög duktilitet/seghet, vilket resulterar i långsam värmeavledning under skärning. Detta gör att materialet blir utsatt för verktygsvidhäftning, avböjning av arbetsstycket (verktygets avskjutning) och lokal termisk deformation. Konventionell CNC-svarvning – hämmad av fel från flera inställningar och otillräcklig verktygsstyvhet – kan inte konsekvent uppfylla geometriska toleranskrav på mikronnivå.
Tidigare outsourcingproblem: Den ursprungliga leverantören använde en konventionell svarvprocess som involverade flera inställningar; koaxialiteten överskred konsekvent toleranserna. Efter montering uppvisade motorerna överdrivna vibrations- och ljudnivåer (över designtrösklarna) under både tomgång och belastad drift, och upprepade omarbetningar lyckades inte få delarna upp till standard.
3.1. Spännprocessoptimering: Övergav multi-setup-metoden till förmån för en enkel-setup-metod som använder en enhetlig datum. Ytterdiametern, ändytan och det passande inre hålet är färdigbearbetade i en operation, vilket helt eliminerar datumskiftningsfel orsakade av flera inställningar.
3.2. Grov bearbetning Allowance Control: En enhetlig finbearbetningsmån på 0,2 mm är reserverad för alla kritiska passande ytor. Detta förhindrar obalanserade skärkrafter under bearbetningsstadiet – orsakade av ojämnt lager – och minimerar ytterligare risken för att verktyget trycks av. 3.3. Skärningskylning och parametermatchning: Kontinuerlig spraykylning med en skärvätska med extremt tryck som är speciellt framtagen för TC4 titanlegering används under hela processen för att snabbt avleda värme och undertrycka termisk deformation. Under efterbehandlingsstadiet matchas specialiserade skärparametrar – med låga hastigheter och höga matningshastigheter – med högstyvhet, vibrationsdämpande verktyg för att mildra den elastiska böjningen hos titanlegeringar.
3.4. Efterbehandling av komplexa strukturer: Eftersom interna lokaliseringsslitsar och monteringshål inte kan formas via en enda vridningsoperation, används anpassade lokaliseringsfixturer för efterföljande bearbetning; detta minimerar fixturinducerade repeterbarhetsfel och säkerställer att positionsnoggrannheten för slitsarna och de inre hålen i förhållande till datumet uppfyller specifikationerna.
Omfattande inspektionsutrustning: Coordinate Measuring Machine (CMM) och högprecisions rundhetstestare; 100% inspektion av kritiska dimensioner.
Uppmätta precisionsdata: Koaxialiteten mellan inre och yttre diametrar är konsekvent ≤0,01 mm; ändytan är ≤0,008 mm. Alla form- och positionstoleranser, såväl som dimensionstoleranser, överensstämmer med både de tekniska ritningarna och den nationella standarden GB/T 1184-h.
Projektfeedback: Prototypprover klarade kundens acceptanstest från tredje part vid första försöket. Rotorfästet visade utmärkt monteringspassning, och den färdigmonterade motorns vibrations- och driftsljudnivåer återgick till designstandarder. Massproducerade enheter fungerar för närvarande stabilt på fältet; strukturell styrka och lättviktsmått uppfyller alla användningskrav, vilket leder till att kunden betecknar detta som ett långsiktigt utkontrakterat kontrakt för alla efterföljande beställningar av samma modell.
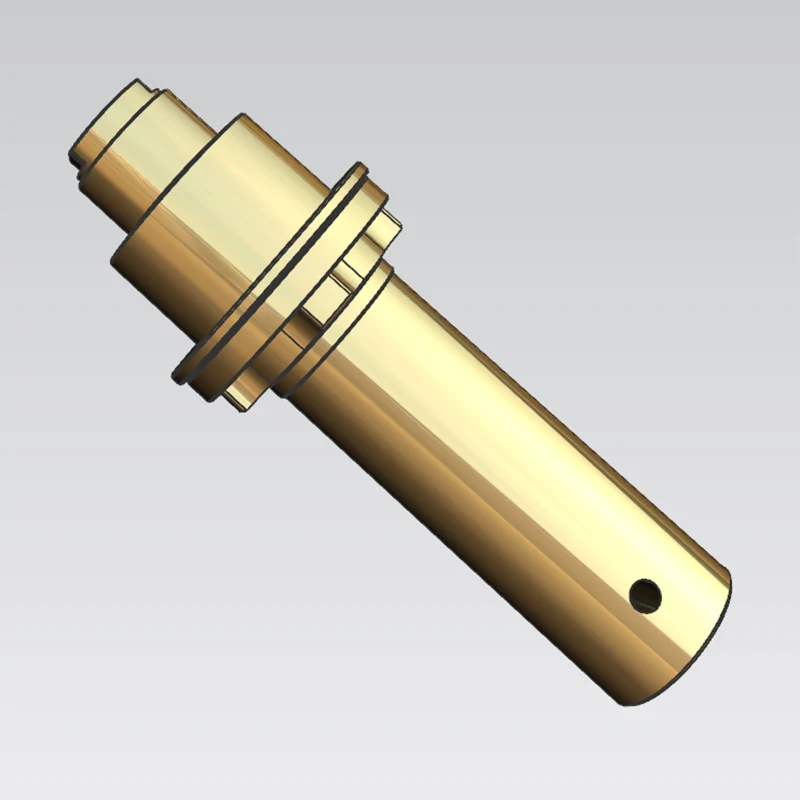
Arbetsstycke: 70B serie höghastighets drivaxel för industriell motor.
Råmaterial: Härdat och härdat 40Cr stål; färdig grundhårdhet HRC 32–36.
Tillämpningsscenario: Kärnaxelkomponent för höghastighets rotationseffekt; utsätts för långvarig, högfrekvent drift med hög hastighet, vilket kräver exceptionell utmattningsstyrka, rotationsprecision och dynamisk balansprestanda.
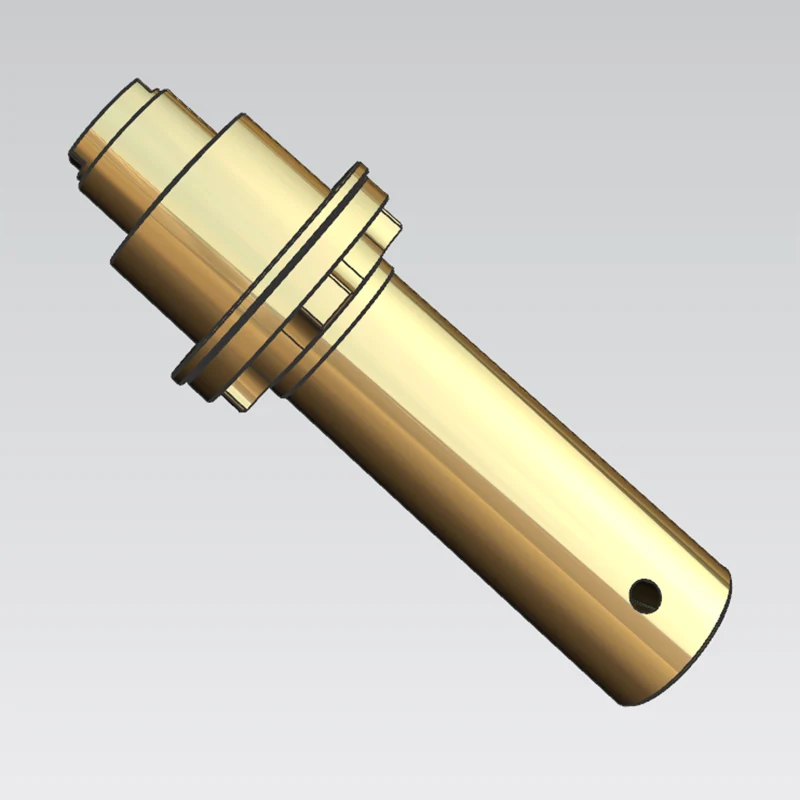
Obligatoriska precisionsspecifikationer: Koaxialiteten hos flera kritiska kopplingstappar ≤0,01 mm; axeländens utlopp ≤0,01 mm. Dessutom måste positionsnoggrannheten kontrolleras för gängade hål på ändsidan och periferiska kilspår i förhållande till axelns datum. Utmaningar vid initial materialbearbetning: Efter härdning och härdning ökar 40Cr-substratets hårdhet, vilket resulterar i hög skärmotstånd och snabbt slitage på konventionella hårdmetallverktyg; under höghastighetsskärning är axeln benägen att deformeras orsakad av frigörande av skärspänningar och radiell verktygsavböjning, vilket leder till en förlust av rotationsnoggrannhet.
Smärtpunkter med kundens tidigare utlagda bearbetning: Den tidigare leverantören använde segmenterad svarvning och flera kläminställningar, vilket resulterade i konsekvent överdrivna journalkoaxialfel och misslyckande med att uppfylla dynamiska balansstandarder; motorn vibrerade våldsamt under höghastighetsdrift, och upprepade omarbetningar lyckades inte lösa problem relaterade till stressinducerad deformation och klämfel.
3.1. Integrerad fastspänning och bearbetning: En enkel spänninställning med en enhetlig referens möjliggör samtidig bearbetning av flerstegs cylindriska ytor och matchande ändytor, vilket eliminerar problem som orsakas av inkonsekventa referenspunkter i segmenterad bearbetning.
3.2. Optimering av bearbetningstillägg och spånavlopp: En enhetlig 0,3 mm finbearbetningsmån reserveras under grovbearbetning av kritiska tappar; ett internt högtryckskylsystem används för att spola skärzonen i realtid, samtidigt kyla delen och evakuera spån, och därigenom förhindra sekundära ytrepor och minimera termisk deformation.
3.3. Efterbehandlingsstrategi: Ultrafinkorniga hårdmetallverktyg med hög styvhet väljs, och en progressiv skärprocess med skiktreduktion används för att gradvis släppa inre skärspänningar och kontrollera radiell verktygsavböjning, vilket säkerställer långtidsdimensionell stabilitet för komponenter med långa axlar.
3.4. Efterbehandling av extrafunktioner: Gängade hål på ändytor och periferiska kilspår är bearbetade med hjälp av specialiserade koaxialpositioneringsfixturer inriktade med axelns rotationsdatum, vilket säkerställer att positionsnoggrannheten för dessa funktioner möter ritningstoleranser.
Omfattande inspektionsutrustning: Coordinate Measuring Machine (CMM), högprecisionsrundhetstestare och dynamisk balanseringstestare; dubbel fullskalig inspektion som täcker både dimensioner och dynamisk balans. Uppmätta precisionsdata: Koaxialiteten i flera steg är konsekvent ≤0,008 mm, och den axiella utskjutningen är ≤0,005 mm; alla geometriska och positionella toleranser uppfyller specifikationerna, och rotoraxeln klarar det initiala dynamiska balanstestet utan att behöva balansera om.
Feedback om projektimplementering: Prototyper klarade acceptansinspektionen vid första försöket, och vibrations- och ljudnivåerna under höghastighetsdrift överensstämmer med nationella standarder för industrimotorer; Batch-tillverkade axlar uppvisar ingen stressinducerad deformation eller onormalt slitage under drift, med styrka och rotationsstabilitet som uppfyller långsiktiga servicekrav, vilket leder till ett långsiktigt outsourcing-partnerskap med kunden.
Adress
Guangming-distriktet, Shenzhen City, Guangdong-provinsen, Kina
Tel
E-post









