


Vår verksamhet använder avancerad CNC-svarvningsteknik. Styrsystem hanterar X-axel (radiell), Z-axel (axiell) och C-axel (spindelindexering) rörelser, vilket möjliggör treaxlig samtidig bearbetning av komplexa profiler. Programmeringsmetoder inkluderar manuell G-kodsinmatning, automatisk generering av CAM-programvara och parametrisk programmering med simuleringsverifiering. Bearbetningskapaciteten täcker diametrar från φ6 till 800 mm och längder upp till 1500 mm. Precisionsspecifikationer inkluderar dimensionella toleranser för IT6–IT8, repeterbarhet på ±0,005–0,01 mm, geometriska toleranser på 0,01–0,05 mm och ytråhet på Ra 0,4–3,2 μm. Driftsparametrar har spindelhastigheter på 50–5000 rpm, matningshastigheter på 0,001–500 mm/min och snabbgångshastigheter på 24–36 m/min. Utrustningen inkluderar 8–12 stations automatiska verktygstorn och stöder multi-tasking-funktioner som fräsning, borrning och gängning med hjälp av levande verktyg.
|
dimensionell noggrannhet |
OD |
ID |
T(C) |
DP |
DA |
|
enhet:±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.0001 |
|
Geometrisk noggrannhet |
rundhet |
koaxialitet |
rakhet |
cylindricitet |
cirkulär runout |
|
enhet:±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
produktionskapacitet |
1~999999 st |
1~999999 st |
1~999999 st |
1~999999 st |
1~999999 st |
|
produktionscykel |
3-20 dagar |
3-20 dagar |
3-20 dagar |
3-20 dagar |
3-20 dagar |
Utrustade inspektionsinstrument och mätverktyg inkluderar: CMM:er, visionmätsystem, profilprojektorer, laserdiametermätare, laserinterferometrar, ytråhetsmätare, rundhetstestare, verktygsmakarmikroskop, stereomikroskop, mikrometrar, stiftmätare, mätklockor, högprecisionsmikrometrar, gängblocksmätare, hårda höjdmätare, elektroniska höjdmätare, hårda höjdmätare.
Som en professionell tillverkare av svarvbearbetning erbjuder Sanluo Precision ett brett utbud av CNC-svarvtjänster: axelkomponenter (stegade axlar med ≥5 steg och ±0,01 mm precision per steg; excentriska axlar med 0,5–50 mm excentricitet och ±0,02 mm precision; spline-profiler med 7-skaft, axelprofiler med 7-axlar. (bussningar med 0,02 mm koncentricitet mellan inner- och ytterdiametrar och enhetlig väggtjocklek; flänsar med 0,03 mm ändytas planhet och ±0,05 mm hålavståndsprecision), skivkomponenter (slitsar med ±0,05 mm bredd och ±0,1 mm djupprecision; skivor med 0,5 mm hål och 0 mm ± 5 mm precision; hålpositionsprecision), gängade komponenter (extern och invändig gänga med ±0,01 mm stigningsprecision, ±5′ gängprofils halvvinkel och 6H/6g passformsklass), konturformade komponenter (sfäriska/koniska/bågytor med 0,05 mm profiltolerans och Ra 0,8μm ytfinish med ytfinish 0,8 μm med jämn väggtjocklek och 0 mm tjock väggkomponenter 0 mm) (1–3 mm väggtjocklek). <0,01 mm deformation). Vi tillhandahåller professionella, skräddarsydda CNC-svarvtjänster till globala kunder.
|
Parameterkategori |
Detaljer |
|
Modell |
MultiSwiss 6x32 |
|
Kärnpositionering |
Flerspindlig precisionssvarvning |
|
Antal axlar |
6 axlar |
|
Bearbetningskapacitet |
Max stångdiameter: 32 mm |
|
Spindelsystem |
6 oberoende spindlar med hydrostatiska lagerhylsor, maximal spindelhastighet: 6 000 rpm |
|
Kärnfördelar |
Idealisk för massproduktion av små delar inom medicin-, halvledar-, hydraul- och andra industrier |
|
Typisk tillämpning |
PrecisionCNC-svarvningskomponenter |
|
Parameterkategori |
Detaljer |
|
Modell |
302Mi-CNC |
|
Stämpla |
Schaublin |
|
Kärnpositionering |
Flexibel massproduktion |
|
Antal axlar |
/ |
|
Bearbetningskapacitet |
Max svängdiameter: 200 mm, Spindelhål: 14,5/19 mm |
|
Resor och matningshastighet |
X-axelns rörelse: 140 mm, Z-axelns rörelse: 240 mm; Snabbmatning av X/Z-axeln: 12 m/min |
|
Spindelhastighet |
0-8000 rpm |
|
Tornsystem |
12-stations VDI16-revolver, 6 drivna verktygsstationer, Maxhastighet för drivna verktyg: 6000 rpm |
|
Kärnfördelar |
Stöder flera bearbetningslägen inklusive gängverktygsvarvning, revolversvarvning och kombinerad revolversvarvning med slipning/fräsning |
|
Typisk tillämpning |
PrecisionCNC-svarvningskomponenter |



Följande fallstudier är från faktiska produktionsprojekt på Sanluo Precision. Alla data har verifierats med CMM, rundhetstestare och annan inspektionsutrustning.
|
Punkt |
Detaljer |
|
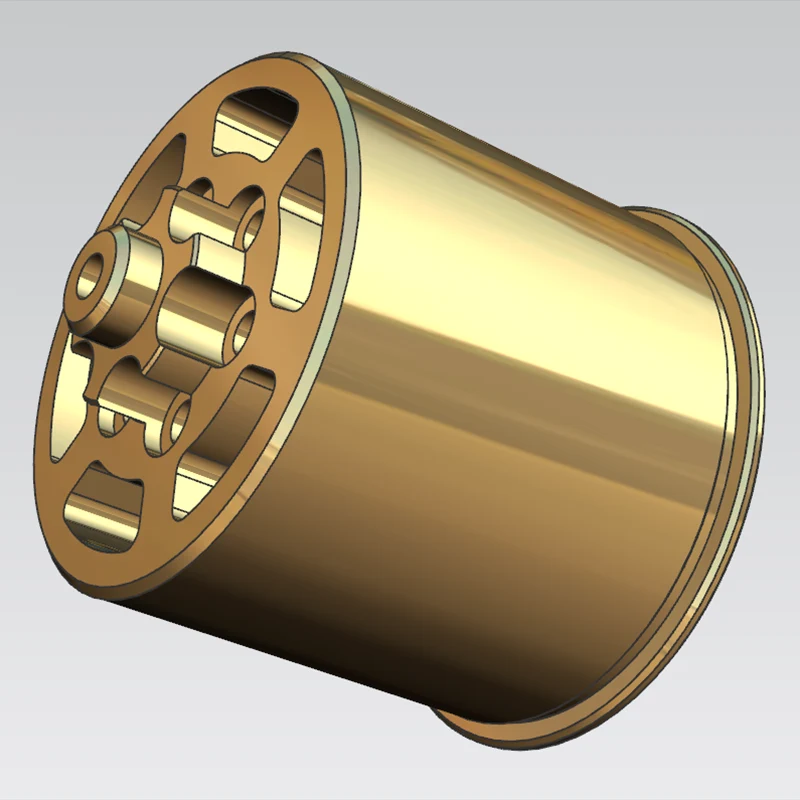
Delens namn |
Motorrotorfäste i 70-serien |
|
Material |
TC4 titanlegering |
|
Ansökan |
Höghastighets, lätt lastbärande komponent för industriell motorkärna |
|
Kundtyp |
Inhemsk industriutrustningstillverkare |
Ritningskrav:
Koaxialitet mellan innerhål och ytterdiameter: ≤ 0,02 mm
End-face runout: Måste överensstämma med ritningsspecifikationer
Positionsnoggrannhet för gängade hål på ändsidan och lokaliseringsspår
Alla ospecificerade geometriska toleranser: GB/T 1184-h nivå
Materialbearbetningssvårigheter (TC4 titanlegering):
Hög hårdhet och dålig värmeledningsförmåga
Benägen till uppbyggd egg (BUE) och verktygsnedböjning
Värme koncentreras under skärning, vilket orsakar termisk deformation
Tidigare leverantörsproblem:
Kunden använde tidigare konventionell svarvning hos en annan leverantör. På grund av fastspänningsfel och verktygsavböjning:
Koaxialiteten överskred konsekvent toleranserna
Överdriven vibration och oljud under motordrift
Flera omarbetningsförsök kunde inte lösa problemen
|
Processsteg |
Särskilda åtgärder |
|
Klämning |
Enkelbearbetning av OD, ändyta och ID – eliminerar fastspänningsfel |
|
Grov bearbetning |
0,2 mm efterbehandlingsmån kvar på kritiska ytor |
|
Kyl |
TC4-specifik skärvätska med extremt tryck genomgående – kontrollerar temperaturen, förhindrar termisk deformation |
|
Efterbehandling |
Verktyg med hög styvhet + låg hastighet, höga matningsparametrar – minskar verktygsnedböjningen |
|
Sekundär verksamhet |
Gängade hål och lokaliseringsspår bearbetade med anpassade fixturer – säkerställer positionsnoggrannhet |
Inspektionsutrustning:
CMM (Coordinate Measuring Machine)
Rundhetstestare med hög precision
100% fullständig inspektion av alla kritiska dimensioner
Uppmätta precisionsdata:
|
Besiktningsobjekt |
Uppmätt värde |
Ritningskrav |
|
Koaxialitet (ID till OD) |
≤0,01 mm |
≤0,02 mm |
|
End-face Runout |
≤0,008 mm |
Uppfyller GB/T 1184-h |
|
Positionell noggrannhet |
Passera |
Uppfyller specifikationen |
Kundacceptans:
Första passeringsgodkännande på prototypprover
Smidig rotormontering
Motorvibrationer och ljudnivåer inom designgränserna
Kundfeedback:
"Tidigare leverantörer kunde inte uppnå den erforderliga koaxialiteten, vilket orsakade kraftiga vibrationer. Sanluos CNC-svarvning med hög precision eliminerade klämfel och verktygsnedböjning vid källan."
5. Långsiktiga samarbetsresultat
Rotorfästen fungerar stabilt i kundutrustning
Styrka och driftstabilitet uppfyller alla krav
Kunden har tilldelat alla efterföljande beställningar till Sanluo Precision
|
Punkt |
Detaljer |
|
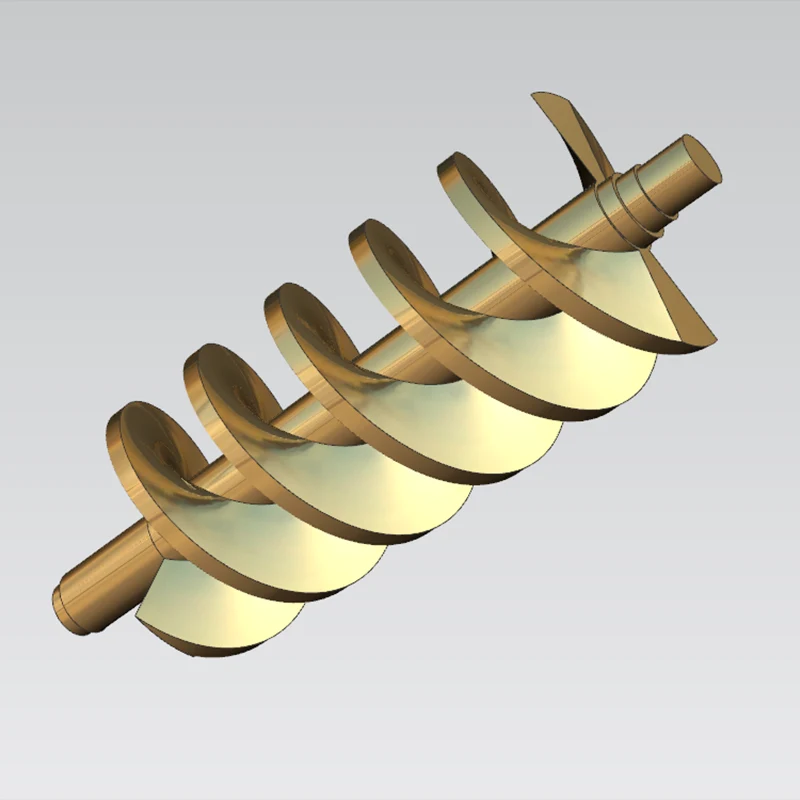
Delens namn |
50B-seriens höghastighetsmotordrivaxel |
|
Material |
40Cr släckt och härdat stål |
|
Materialhårdhet |
HRC 32–36 |
|
Ansökan |
Motoraxel med hög hastighet – påverkar rotationshastighet och stabilitet |
|
Kundtyp |
Inhemsk industrimotortillverkare |
Ritningskrav:
Flerstegs tappkoaxialitet ≤ 0,008 mm
Journaländens utlopp ≤ 0,008 mm
Positionsnoggrannhet för gängade hål på ändsidan
Materialbearbetningssvårigheter (40Cr, HRC32-36):
Högt skärmotstånd
Benägen för verktygsavböjning
Värmekoncentration orsakar termisk deformation
Snabbt verktygsslitage på konventionella hårdmetallverktyg
Tidigare leverantörsproblem:
Kunden använde tidigare konventionell svarvning hos en annan leverantör. På grund av fastspänningsfel och verktygsavböjning:
Journalkoaxialiteten överskred konsekvent toleranserna
Underkända dynamiska balanskrav
Kraftiga vibrationer under höghastighetsdrift
Flera omarbetningsförsök kunde inte lösa problemen
|
Processsteg |
Särskilda åtgärder |
|
Klämning |
Enkelbearbetning av flerstegs OD och ändytor – eliminerar flera fastspänningsfel |
|
Grov bearbetning |
0,3 mm efterbehandlingsmån kvar på kritiska journaler |
|
Kyl |
Högtryckskylvätska genom spindeln – kyler delen, evakuerar spån, förhindrar sekundär repor |
|
Efterbehandling |
Ultrafinkorniga hårdmetallverktyg med hög styvhet + progressiv skiktskärning – släpper påfrestningar, kontrollerar nedböjning |
|
Sekundär verksamhet |
Ändsidans gängade hål bearbetade med koaxialpositioneringsfixturer – säkerställer positionsnoggrannhet |
Inspektionsutrustning:
CMM (Coordinate Measuring Machine)
Rundhetstestare med hög precision
Dynamisk balanstestare
100 % dubbel inspektion (mått + dynamisk balans)
Uppmätta precisionsdata:
|
Besiktningsobjekt |
Uppmätt värde |
Ritningskrav |
|
Multi-Step Journal Coaxiality |
≤0,006 mm |
≤0,008 mm |
|
End-face Runout |
≤0,005 mm |
≤0,008 mm |
|
Dynamisk balans |
Godkänd på första provet |
Ingen ombalansering krävs |
Kundacceptans:
Första passeringsgodkännande på prototypprover
Vibrations- och ljudnivåer inom designgränserna vid höghastighetsdrift
Dynamiskt balanstest godkänt vid första försöket
Kundfeedback:
"Tidigare leverantörer kunde inte uppfylla koaxialitetskraven ens efter flera omarbetningar. Sanluos CNC-svarvning med hög precision eliminerade klämfel och verktygsnedböjning vid källan."
Rotoraxlar fungerar stabilt i kundutrustning
Ingen stressinducerad deformation eller onormalt slitage vid batchproduktion
Kunden har etablerat ett långsiktigt outsourcingpartnerskap med Sanluo Precision
|
Utrustning |
Ändamål |
|
CMM (Coordinate Measuring Machine) |
Fulldimensionell inspektion, 0,003 mm noggrannhet |
|
Högprecisions rundhetstestare |
Rundhet, koaxialitet, runout-mätning |
|
Dynamisk balanstestare |
Höghastighets axelbalansering |
|
Interferometer för vitt ljus |
Ytjämnhetsmätning |
100% fullständig inspektion av alla kritiska dimensioner
Första artikelbesiktning (CMM + rundhetsprovare + grovhetsprovare) före batchproduktion
SPC-processkontroll med Cpk ≥ 1,67
Adress
Guangming-distriktet, Shenzhen City, Guangdong-provinsen, Kina
Tel
E-post









