


Vår svarvbearbetning integrerar svarvnings- och fräsprocesser. Svarvning involverar att rotera arbetsstycket medan verktyget matar för att skära ytterdiametrar, inre hål, ändytor och gängor; den är lämplig för roterande delar med diametrar på 5–800 mm, precisionsgrader på IT7–IT9 och ytråhet på Ra 0,8–6,3 μm. Fräsning involverar ett roterande verktyg som skär plan, slitsar och konturer; den är lämplig för kvadratiska eller oregelbundet formade delar, med fräsbredder på 50–1000 mm, precision på ±0,02–0,1 mm och ytråhet på Ra 1,6–6,3 μm.
Den kombinerade processen – vare sig svarvning följt av fräsning, fräsning följt av svarvning, eller alternerande mellan de två – utnyttjar svarvning för att säkerställa koncentricitet och fräsning till maskinplan, slitsar och hål, vilket resulterar i hög precision och effektivitet för komplexa delar.
|
dimensionell noggrannhet |
OD |
ID |
T(C) |
DP |
SH |
|
enhet:±/mm |
0.002 |
0.002 |
0.002 |
0.002 |
0.005 |
|
Geometrisk noggrannhet |
rundhet |
koaxialitet |
rakhet |
cylindricitet |
koncentrisitet |
|
enhet:±/mm |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
produktionskapacitet |
1~999999 st |
1~999999 st |
1~999999 st |
1~999999 st |
1~999999 st |
|
produktionscykel |
3-20 dagar |
3-20 dagar |
3-20 dagar |
3-20 dagar |
3-20 dagar |
Utrustade inspektionsinstrument och mätverktyg inkluderar: CMM:er, visionmätsystem, profilprojektorer, laserdiametermätare, laserinterferometrar, ytråhetsmätare, rundhetstestare, verktygsmakarmikroskop, stereomikroskop, mikrometrar, stiftmätare, mätklockor, högprecisionsmikrometrar, gängblocksmätare, hårda höjdmätare, elektroniska höjdmätare, hårda höjdmätare.
Sanluo Precisions kapacitet för frässvarvbearbetning erbjuder betydande fördelar: Kompletterande funktioner (svarvning passar roterande ytor; fräsdräkt platta och komplexa former; kombinationen utökar utbudet av bearbetningsbara delar, inklusive axlar, skivor, hus och pumphjul); Förbättrad precision (svarvning säkerställer koncentricitet och rundhet; fräsning säkerställer planhet och vinkelräthet; kombinationen uppnår hög geometrisk toleransnoggrannhet, såsom 0,02 mm koncentricitet och 0,03 mm vinkelräthet); Ökad effektivitet (optimerad sekvensering av grov- och finsvarvning/fräsning möjliggör snabb materialavlägsning samtidigt som precision säkerställs, vilket ökar effektiviteten med 30 %–50 %); Överlägsen ytkvalitet (svarvning uppnår Ra 0,8–3,2μm och fräsning Ra 1,6–6,3μm, vilket resulterar i jämna ytbehandlingar); Kostnadsminskning (färre processsteg; en enda multitaskingmaskin kräver mindre investeringar och golvyta än flera fristående maskiner); och hög anpassningsförmåga (flexibel för produktion i ett stycke eller liten sats, men ändå mycket effektiv för massproduktion).
Som en professionell tillverkare av svarvbearbetning erbjuder Sanluo Precision omfattande och pålitliga tjänster. Utrustningskonfiguration: Svarvutrustning (30 CNC-svarvar/svarvcentra; diameter φ10–800 mm; precisionsgrad IT7); Fräsutrustning (20 vertikala/horisontella bearbetningscentra; slaglängd 500–2000 mm; precision ±0,01 mm); Fräsvarvsutrustning (10 Mazak/DMG Mori 5-axliga frässvarvcentra som stöder bearbetning med en enda uppsättning); Inspektionsutrustning (CMM, rundhetstestare, grovhetstestare och visionmätningssystem med 0,003 mm precision för fulldimensionsinspektion); Tekniskt team (20 processingenjörer, 30 programmerare, 50 tekniker); ISO9001-system (besiktning av första artikeln, patrullinspektion under processen, fullständig inspektion av slutprodukten; 99 % godkänd). Företaget tillhandahåller professionella, skräddarsydda svarvbearbetningstjänster till globala kunder.
|
Parameterkategori |
Parameterdetaljer |
|
Utrustningsmodell |
842-serien |
|
Stämpla |
Schaublin |
|
Kärnpositionering |
Högprecisionsmaskin för komplexa applikationer, även lämplig för hårdsvarvning |
|
Axelkonfiguration |
Konfigurerbar med Y-axel och upp till 7 interpolationsaxlar |
|
Spindelnoggrannhet |
Spindeln har exceptionell geometrisk noggrannhet på mindre än 0,5 μm |
|
Bearbetningskapacitet |
Maximal vriddiameter: 360 mm; Maximal vridlängd: 398 mm |
|
Tornsystem |
Radiellt högprecisionstorn VDI30 med 16 stationer |
|
Valfri konfiguration |
Subspindel och andra revolver finns som tillval |
|
CNC-system |
FANUC System |
|
Typiska applikationer |
precisionsfrässvarvbearbetningsdelar, etc |
|
Parameterkategori |
Parameterdetaljer |
|
Utrustningsmodell |
INDEX MS16-6 Plus |
|
Kärnpositionering |
Fleraxlig högeffektiv och multifunktionell bearbetning |
|
Antal yxor & spindlar |
6 arbetsspindlar och 2 synkrona spindlar |
|
Bearbetningskapacitet |
Stångdiameter: 16 mm (22 mm för Plus-version) |
|
Spindelsystem |
Maxhastighet: 10 000 rpm; Max effekt: 15 kW; Max vridmoment: 18 Nm |
|
Verktygspostsystem |
Upp till 12 verktygsinlägg |
|
Kärnfunktioner |
Stöder polygonsvarvning, fräsning, tvärhålsgradning och andra bearbetningstekniker |
|
CNC-system |
iXpanel operativsystem baserat på Siemens S840D sl |
|
Kärnfördelar |
Kort verktygsbytestid, kraftfull prestanda och kort hjälptid; kapabel till dubbel treaxlig bearbetning |
|
Typiska applikationer |
precisionsfrässvarvbearbetningsdelar, etc |




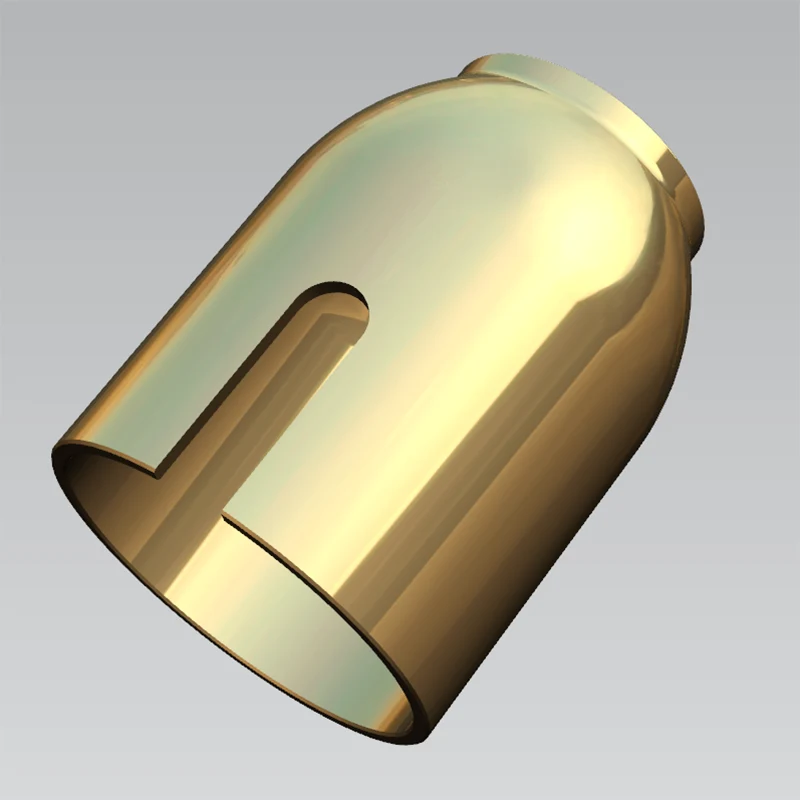
Denna produkt är en kärnkomponent anpassad för ett medicintekniskt företag i Shanghai. Tillverkad av 316L rostfritt stål, används den i implanterbar medicinsk utrustning. Produkten följer strikta medicinska industristandarder avseende korrosionsbeständighet, ytkvalitet och olika geometriska dimensionerings- och toleranskrav (GD&T).
Beställaren specificerade kritiska tekniska krav: koaxialitet mellan det inre hålet och den yttre diametern, axiell utlopp och dimensionsnoggrannhet för den yttre konturerade ytan. Nyckelparande ytor krävde koaxialitetstoleranskontroll inom 0,01 mm och en yttre ytråhet på Ra ≤ 0,8. Det färdiga arbetsstycket måste vara fritt från grader och repor och helt överensstämma med specifikationer för medicinsk kvalitet. På grund av den höga duktiliteten hos 316L rostfritt stål – vilket gör det benäget för verktygsvidhäftning och avböjning – kunde traditionella separata svarv- och fräsprocesser inte samtidigt garantera ytnoggrannhet och positionstoleranser. Följaktligen specificerade beställaren användningen av kvarnsvarvbearbetningsteknik.
För att ta itu med dessa bearbetningsutmaningar använde vi ett frässvarvcenter för integrerad bearbetning, och slutförde alla operationer – inklusive den yttre diametern, det inre hålet, den konturerade ytan och sidospåren – i en enda uppsättning. Under grovbearbetningssteget lämnas en 0,2 mm bearbetningsmån på kritiska ytor, och ett högtryckskylsystem används genomgående för att kontinuerligt spola bort spån, vilket effektivt förhindrar att det rostfria stålet fastnar på skärverktyget. För efterbehandlingssteget används specialiserade formverktyg med låghastighets- och högmatningsparametrar; exakt kontroll över verktygsavböjningen säkerställer noggrannheten hos den krökta profilen, medan samtidig bearbetning av sidoslitsen eliminerar fel som är förknippade med återklämning.
Efter färdigställandet genomför vi omfattande inspektioner av alla kritiska dimensioner och specifikationer med hjälp av en Coordinate Measuring Machine (CMM) och en ytjämnhetsprovare. Uppmätta resultat visar koaxialiteten som konsekvent kontrolleras inom 0,03 mm, axiell längd som inte överstiger 0,01 mm och ytjämnhet som når Ra0,8 – alla uppfyller ritningsspecifikationerna. Produkten klarade acceptansinspektionen vid första försöket, monterades smidigt och uppfyllde alla renhets- och precisionsstandarder som krävs för medicinsk utrustning.
Kundens tidigare leverantör använde en flerstegs bearbetningsprocess; upprepad fastspänning orsakade avvikelser i den böjda profilen och störningsproblem under monteringen – problem som inte kunde lösas helt trots flera omarbetningsförsök. Vår kompositbearbetningsprocess för svarvfräs eliminerade fastspänningsfel vid källan och lyckades övervinna denna utmaning. Denna sats av motorändlock fungerar för närvarande stabilt i implanterbara medicinska anordningar; både korrosionsbeständighet och driftsprestanda uppfyller kundens förväntningar. Det resulterande långsiktiga partnerskapet visar helt och hållet det exceptionella värdet av kompositbearbetning i svarvfräs för högprecisionskomponenter i rostfritt stål av medicinsk kvalitet.
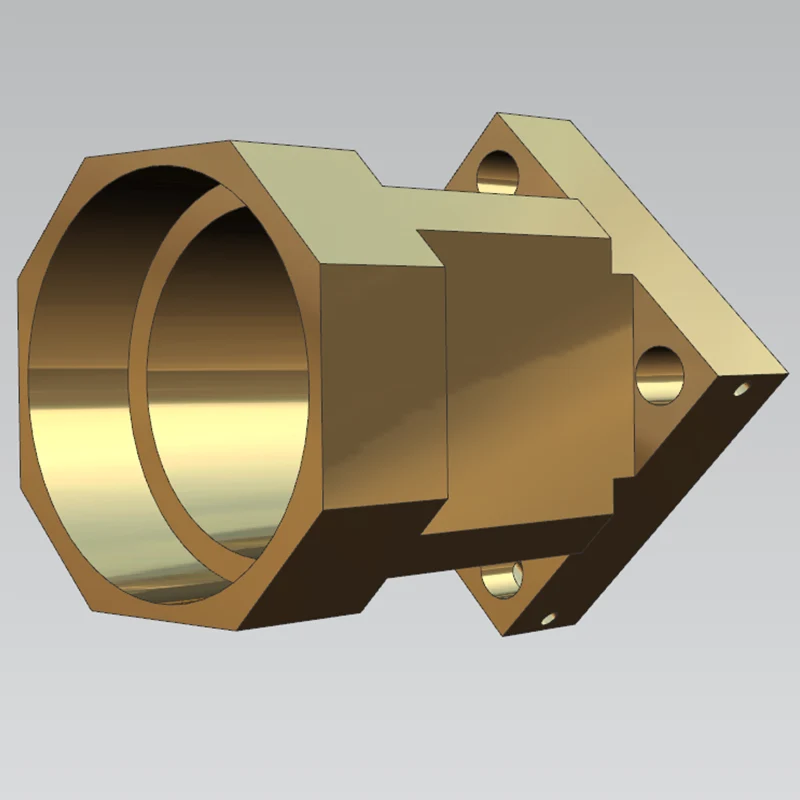
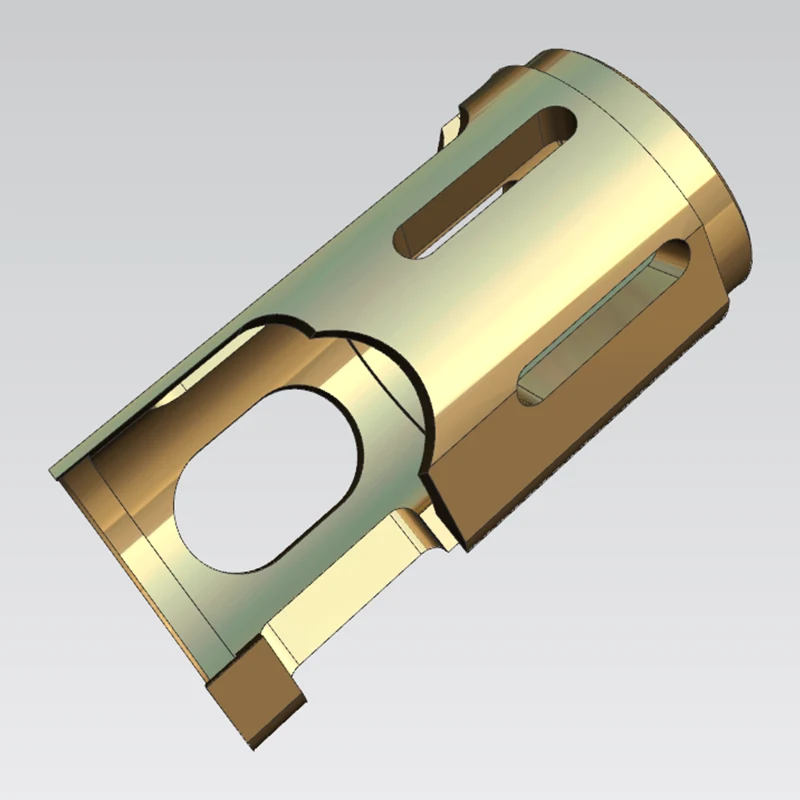
Denna hylsa i rostfritt stål fungerar som en styrkomponent för BOSCH automationsutrustning. Tillverkad av rostfritt stål och används i precisionstransmissionsmekanismer kräver den extremt höga standarder för koaxialitet, positionsnoggrannhet och ytkvalitet.
Viktiga kundinspektionsstandarder inkluderar: koaxialitet mellan det inre hålet och den yttre diametern, axiell utlopp och positionsnoggrannheten för långsidans spår och lokaliseringshål. Ritningsspecifikationer kräver strikt koaxialitetstolerans för kritiska passande ytor att vara inom 0,05 mm, tillsammans med strikta gränser för rundheten och cylindriciteten hos den yttre diametern och det inre hålet. Alla ytterkanter måste vara avgradade och avrundade och arbetsstyckets yta måste vara fri från repor eller grader. Rostfritt stål är utsatt för vidhäftning och verktygsavböjning under bearbetning; traditionell flerstegsbehandling kämpar för att samtidigt möta strikta form-, orienterings- och positionstoleranser. Följaktligen specificerade kunden användningen av en kompositbearbetningsprocess för svarvfräs.
Vi använde ett svarvfräs-bearbetningscenter för att uppnå en "one-stop"-produktionsprocess, som slutförde bearbetningen av den yttre diametern, det inre hålet, ändytan, sidospåren och lokalisering av hål i en enda uppsättning. Under grovbearbetning reserverades ett 0,2 mm finbearbetningsutrymme för kritiska områden, och högtryckskylvätska applicerades genomgående för att spola bort spån och förhindra att verktyget fastnar på arbetsstycket. För efterbehandling använde vi specialiserade verktyg i rostfritt stål och justerade skärparametrar för att exakt kontrollera verktygsnedböjningen; sidoslitsar och lokaliseringshål bearbetades samtidigt för att eliminera noggrannhetsavvikelser orsakade av återklämning.
De färdiga delarna genomgick en omfattande inspektion med hjälp av en Coordinate Measuring Machine (CMM) och en ytråhetsprovare. Den uppmätta koaxialiteten förblev stabil inom 0,03 mm, ändytans utlopp kontrollerades inom 0,01 mm, och alla positions- och dimensionstoleranser uppfyllde ritningsspecifikationerna. Proverna klarade inspektionen vid första försöket; monteringen var sömlös och vibrations- och ljudnivåerna under utrustningens drift höll sig väl inom designgränserna.
Tidigare har delar som producerats via flerstegsbearbetning led av koaxialitets- och positionsnoggrannhetsproblem orsakade av fastspänningsfel, vilket ledde till frekvent stopp och onormalt brus under drift - problem som upprepade omarbetningar inte kunde lösa. Varvfräskompositprocessen eliminerade i grunden fastspänningsfel. Denna sats av hylsor är nu i stabil, långvarig användning inom automatiserad utrustning, och uppfyller alla krav på driftstabilitet och passformsprecision. Efterföljande beställningar av stora volymer har fortsatt att anförtros till oss, vilket ytterligare bekräftar de betydande fördelarna med kompositbearbetning i svarvkvarn för avancerade industriella komponenter i rostfritt stål.
Adress
Guangming-distriktet, Shenzhen City, Guangdong-provinsen, Kina
Tel
E-post









