




Som en professionell tillverkare och leverantör av 5-axlig bearbetning i Kina, behärskar Sanluo Precision 5-axlig simultanbearbetning för komplexa delar, och tillhandahåller skräddarsydda tjänster för avancerade industrier som flyg-, bilform, medicinsk utrustning och energiutrustning. Vi uppnår precisionsbearbetning av komplexa ytor och speciella strukturer, vilket helt uppfyller de stränga kraven för avancerad tillverkning.
| Dimensionell noggrannhet | OD | ID | DP | SW | GD |
| Enhet: ±/mm | 0.005 | 0.01 | 0.005 | 0.005 | 0.002 |
| Geometrisk noggrannhet | Rundhet | Koaxialitet | Cylindricitet | Symmetri | Positionstolerans |
| Enhet: ±/mm | 0.008 | 0.01 | 0.01 | 0.008 | 0.01 |
| Produktionskapacitet | 1~999999 st | 1~999999 st | 1~999999 st | 1~999999 st | 1~999999 st |
| Produktionscykel | 3-20 dagar | 3-20 dagar | 3-20 dagar | 3-20 dagar | 3-20 dagar |
Inspektionsutrustning:CMM, synmätsystem, projektorer, laserdiametermätare, laserinterferometrar, grovhetstestare, rundhetstestare, verktygsmikroskop, stereomikroskop, mikrometrar, stiftmätare, mätklockor, höjdmätare, bromsok, mätblock, hårdhetsmätare, gängmätare.
Som en professionell tillverkare av 5-axlig bearbetning utmärker vi oss i att bearbeta komplexa friformsytor inom flyg-, bil-, medicin- och energisektorerna. Vår 5-axliga simultanteknologi, i kombination med avancerad CAM-programmering och dedikerade verktyg, säkerställer hög noggrannhet, utmärkt ytfinish och eliminering av verktygsmarkeringssteg.
Slutsats:Vår beprövade expertis inom komplex ytbearbetning förvandlar utmanande geometrier till produktionsfärdiga komponenter som konsekvent uppfyller de mest krävande industristandarderna - från prototyp till fullskalig tillverkning.
Vi stödjer vår 5-axliga bearbetning med verktygsmaskiner i världsklass, intelligent processkontroll och omfattande hjälpsystem. Vår anläggning säkerställer stabil, repeterbar precision för medelstora till stora delar, från prototyper till högvolymproduktion.
Slutsats:Med vår integrerade utrustningsbas, intelligenta processkontroller och rigorösa verifiering under processen, levererar vi stabil, repeterbar 5-axlig precision som håller din produktionslinje igång - och dina kvalitetsstandarder överträffas konsekvent.
| Parameter | Detaljer |
| Modell | Micro5 |
| Kärnpositionering | Högdynamisk bearbetning med hög precision av mikro- och högvärdiga komponenter |
| Nyckelnoggrannhet | Upprepaförmåga0,0005 mm, Positioneringsnoggrannhet< 0,002 mm |
| Axel | Max hastighet60 000 rpm |
| Strukturera | Kompakt, totalvikt 550 kg; trelagers verktygsmagasin med 60 verktyg; pallsystem rymmer 6 nollpunktsfixturer |
| Energi & Miljö | Låg förbrukning (<500W), med oljedimuppsamlare |
| CNC-system | Beckhoff (Tyskland) |
| Resor (X/Y/Z) | 78 / 56 / 50 mm |
| Typiska applikationer | Mikrotekniska komponenter, små ädelmetalldelar |
| Parameter | Detaljer |
| Modell | DMU 105 monoBLOCK |
| Kärnpositionering | Högprecision 5-axlig bearbetning av stora, komplexa delar |
| Yxor & länkage | 5-axlig samtidigt |
| Sängstruktur | GGG60 nodulärt gjutjärn, gjutning i ett stycke med FEM-optimerad styvhet 40 % högre än traditionella konstruktioner |
| Nyckelnoggrannhet | A/C-axlar direktdrift, indexeringsnoggrannhet ±1 bågesekund; bordspositioneringsnoggrannhet upp till 0,001 mm |
| Spindelsystem | HSK‑A100-gränssnitt, effekt 44 kW, vridmoment 288 Nm, varvtalsområde 50–10 000 rpm |
| Resor (X/Y/Z) | 1 135 mm / 1 050 mm / 750 mm |
| Viktiga fördelar | Termosymmetrisk design minskar termisk deformation; valfri pallväxlare och processmätning för automatisering |
| Typiska applikationer | Precisionsbearbetade 5-axliga komponenter |
| Parameter | Detaljer |
| Modell | JDGR400T |
| Kärnpositionering | Precision på mikronnivå, stöder kompositprocesser för kvarnvarv |
| CNC-system | Egenutvecklad JD50, rörelsekontrollupplösning 10nm |
| Axel | JD150S höghastighetselektrospindel, HSK-A50, maxhastighet 32 000 rpm |
| Nyckelnoggrannhet | Repeterbarhet i mikronområde; AC-axel repeterbarhet 4" |
| Roterande bord | Dubbelaxlig direktdrift, upplösning 0,0001° |
| Verktygsmagasin | Kedjetyp, kapacitet 63 verktyg |
| Viktiga fördelar | Mätning på maskinen kompenserar automatiskt verktygs- och arbetsstyckesfel, vilket säkerställer batchutbyte |
| Typiska applikationer | Precisionskomponenter med 5 axlar |
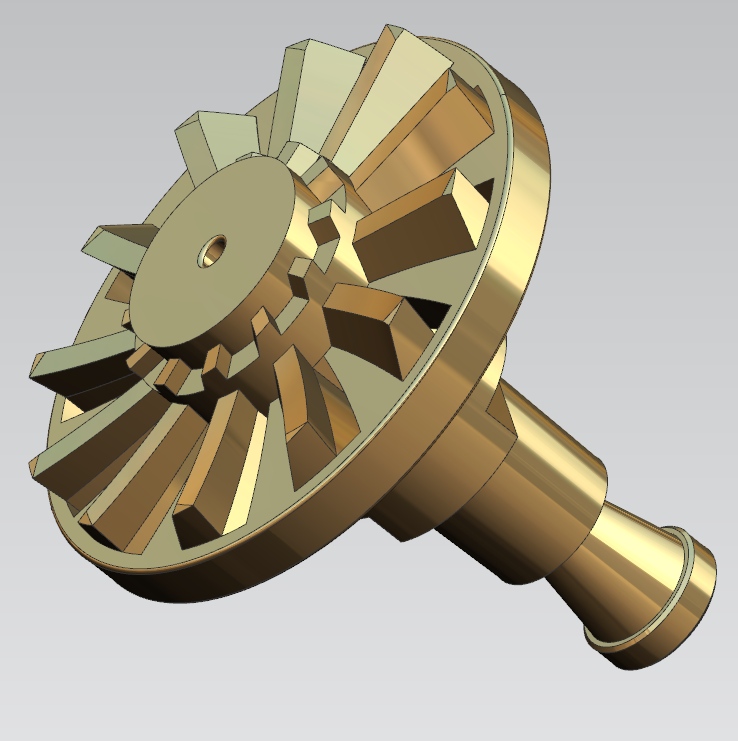
Detta pumphjul är tillverkat av austenitiskt rostfritt stål SUS316 och fungerar som en kärnflödesstyrande komponent i vätskeboosterpumpar för en brasiliansk utrustningstillverkare. Kunden hade kontaktat tre tidigare butiker, alla misslyckades på grund av bladdeformation, koaxialproblem, blockering av mikrohål och dålig ytfinish. De hittade oss via Google-sökning och angav tre strikta krav: satskonsistens, toleranser på mikronnivå och graderfria vätskekontaktytor.
Nyckelritningsspecifikationer:
Vi använde ett DMG MORI 5-axligt bearbetningscenter för att färdigställa hela pumphjulet i en enda fastspänning, vilket undviker multiinstallationsfel. Processsteg:
Stödutrustning: högtryckskylvätska, Renishaw-sond för verktygskompensation och automatisk utgångsinställning var 20:e del.
| Parameter | Prov 1 | Prov 2 | Prov 3 | Krav |
| Blad OD φ31 | 31.004 mm | 30,998 mm | 31 001 mm | ±0,01 mm |
| Vinkel 75° | 74,78° | 75,12° | 74,95° | ±0,5° |
| Bladtjocklek 0,68 | 0,667 mm | 0,679 mm | 0,685 mm | ±0,05 mm |
| Mikrohål φ1,5 | 1 491–1 508 mm (10 hål) | Positionsfel max 0,021 mm | ±0,02 mm | |
| Koaxialitet (datum A) | 0,003 mm | 0,004 mm | 0,003 mm | ≤0,005 mm |
| Face runout | 0,010 mm | 0,013 mm | 0,011 mm | ≤0,015 mm |
| Bladets ytprofil | max 0,018 mm | --- | --- | ≤0,02 mm |
| Ytjämnhet (vätskekontakt) | Ra 0,32–0,38 μm | Matchande ytor Ra 0,62–0,75 μm | ≤0,4 / ≤0,8 | |
| Hårdhet (HV) | 190-210 | Motsvarande HRC <6 | ≤7 | |
Kundresultat:Efter att ha tagit emot de första 50 delarna, verifierade kundens tredje parts inspektion 100 % överensstämmelse. Jämfört med tidigare leverantörer minskade vibrationerna med 70 %, ljudet minskade med 16 dB och mikrohålen förblev oblockerade. Kunden har nu lagt årliga beställningar på alla tre impellervarianterna. Skriftlig feedback: "Bästa dimensionella konsistens vi någonsin sett i rostfria impellers."
Efter 10 månaders användning, ingen korrosion, spänningsdeformation eller returkrav. Vi tillhandahåller fullständiga inspektionsrapporter för varje batch, 100 % inspektion av kritiska toleranser och gratis omarbetning för eventuella delar som inte uppfyller kraven.
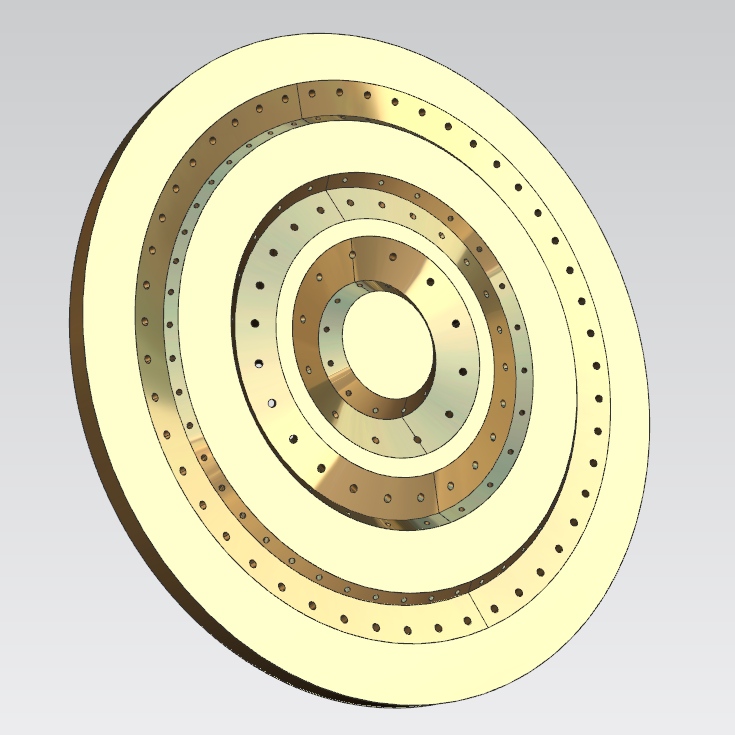
Denna runda flerlagers flänsbottenplatta (artikelnummer SLY033-04-03A) är gjord av 7075-T651 aluminiumlegering, som väger 0,849 kg per styck. Den fungerar som bärarplattan för kärnan inuti en kammare för kemisk ångavsättning (CVD), som stödjer waferpositionering under högt vakuum och cykliska temperaturförändringar. Kunden, en inhemsk tillverkare av halvledarutrustning, hade tidigare provat två andra butiker med en avkastning under 60 % på grund av planhet, hålkoaxialitet och problem med tätningsspår. De kontaktade oss efter en remiss.
Nyckelutmaningar:
Alla operationer slutfördes på ett DMG 5-axligt bearbetningscenter med enkel fastspänning, vilket eliminerade kumulativa fel från flera inställningar. Processsteg:
Besiktning: Zeiss CMM, grovhetstestare, rundhetstestare, laserplanhetsmätare. 100 % första artikelbesiktning, 15 % provtagning för batchproduktion.
| Parameter | Uppmätta värden | Krav |
| Basens planhet (5 poäng) | 0,007, 0,009, 0,006, 0,010, 0,008 mm (max 0,010) | ≤0,012 mm |
| Koaxialitet av 3 koncentriska flänsar | max 0,006 mm | ≤0,008 mm |
| Dowel hål position (8 hål) | 0,004–0,009 mm | ≤0,01 mm |
| O-ringsspårets bredd | 3.997–4.003 mm | ±0,005 mm |
| Spårbotten planhet | 0,002 mm | ≤0,003 mm |
| Hörnradie R0,8 | 0,798–0,801 mm | ±0,002 mm |
| Råytans grovhet | Ra 0,18 μm | ≤0,2 μm |
Kundresultat:Efter första artikelgodkännande bekräftade kundens tredjepartslabb alla data inom ±0,002 mm från vår rapport. Vakuumkammaren uppnådde ett sluttryck på 1×10⁻⁶ Pa utan läckage. Avkastningsgraden ökade från 58 % till99,2 %. Omarbetningskostnaden sjönk med 72 %. Monteringstid per enhet reducerad från 1,8 timmar till 0,35 timmar. Efter 50 termiska cykler (-20°C till +120°C) var planhetsdeformationen endast 0,011 mm (jämfört med 0,038 mm från tidigare leverantör). Kunden har nu överfört alla vakuumkammarens konstruktionsdelar till oss för 5-axlig bearbetning.
Efter 14 månaders kontinuerlig produktion rapporterades inga dimensionsfel. Vi tillhandahåller 3-års spårbarhet av inspektionsdata och en 6-månaders gratis omarbetningsgaranti som täcker delar som inte uppfyller kraven.
Vi är specialiserade på samtidig 5-axlig fräsning och svarvbearbetning på DMG MORI, Bumotec och Mori Seiki-centra, och hanterar delar upp till 1 135 mm rörelse och 2 000 kg vikt med spindelhastigheter upp till 60 000 rpm. Våra 5-axliga funktioner täcker:
Varje projekt använder UG NX/Mastercam/Hypermill-programmering, fullständig 3D-simulering och Renishaws in-process sondering. Vi levererar 98,8 % godkänt betyg och betjänar Fortune 500-kunder inklusive Huawei, BYD och Mindray.
För delar med underskärningar, friformsytor eller tät koaxialitet (≤0,005 mm) - som pumphjul och vakuumkammare - eliminerar 5-axlarna flera inställningar och uppnår toleranser som 3-axlarna inte kan hålla.
Aluminium (7075, 6061), rostfritt stål, titanlegeringar, Inconel, kopparlegeringar, PEEK och ädla metaller -- med dedikerade verktygsbanor och kylvätska för varje.
Standard OD ±0,005 mm, ID ±0,01 mm, koaxialitet ≤0,01 mm och positionstolerans ≤0,01 mm; verifierad av Zeiss CMM och laserinterferometrar.
Avspänningsglödgning, anpassad vakuumfixtur, skiktad skärning (≤0,15 mm djup) och symmetriska verktygsbanor – håller planhet inom 0,010 mm även på 300 mm spänndelar.
100 % CMM-inspektion i första artikeln, 15 % batchprovtagning och en fulldimensionell rapport med varje leverans -- register sparas i 18 månader.
Typiskt 3--20 dagar beroende på komplexitet och kvantitet; brådskande prototyper kan påskyndas till 5--7 arbetsdagar.


Adress
Guangming-distriktet, Shenzhen City, Guangdong-provinsen, Kina
Tel
E-post








